")
")
")
")
")
")
")
")
")
")
")
千分尺的使用方法和读数方法(图解)
05-29
千分尺是一种用于测量加工精度要求较高的工件尺寸的精密量具,其测量精度可达到0.01mm按照测量范围可以分为0~25mm、25~50mm、50~75mm、75~100mm、100~l25mm等多种。虽然千分尺的规格不同,但每一种千分尺的测量范围均为25mm。
千分尺误差检查
①将千分尺测砧表面擦拭干净
②旋转棘轮盘,使两个测砧先靠拢,直到棘轮发出2~3响“咔咔”声响,这时检视指示值
③微分筒前端应与固定套筒的“0”线对齐
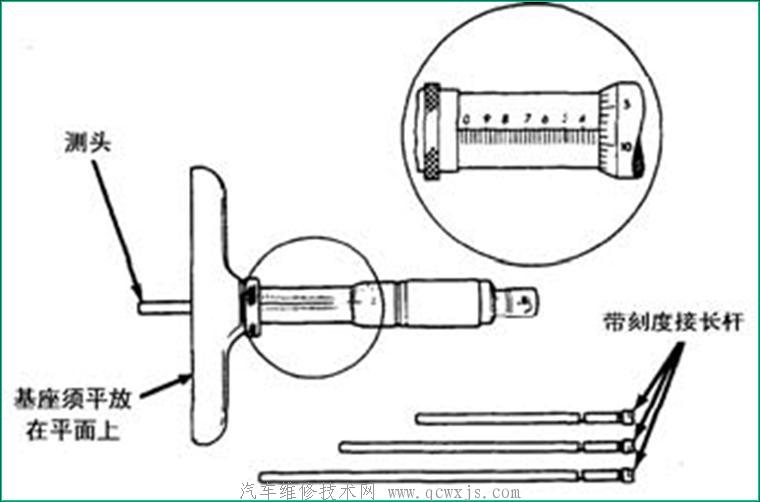
使用方法
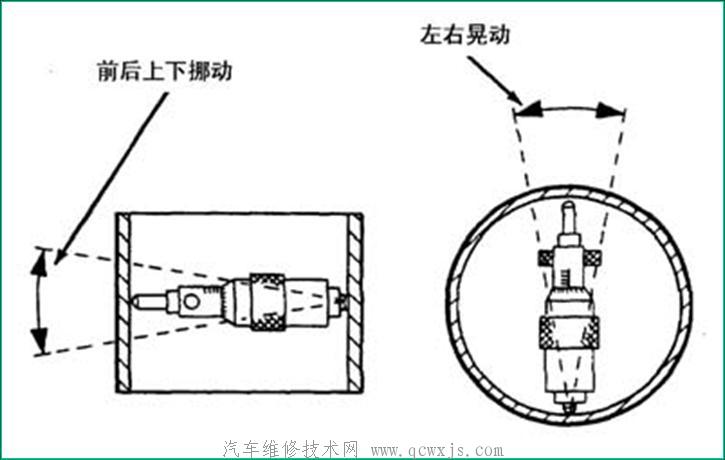
①将工件被测表面擦拭干净,并置于千分尺两测砧之间,使千分尺测微螺杆轴线与工件中心线垂直或平行,若歪斜着测量,则直接影响测量的准确性
②旋转旋钮,使测砧与工件测量表面接近,这时改用旋转棘轮盘,直到棘轮发出“咔咔”声响为止,此时的指示数值就是所测量的工件尺寸
③测量完毕,放倒微分筒后,取下千分尺
②从微分筒上由固定套筒纵向线对准的刻数读出工件的小数部分(百分之几毫米),不足一格数(千分之几毫米),可用估算读法确定
1、先读固定刻度
2、再读半刻度,若半刻度线已露出,记作 0.5mm;若半刻度线未露出,记作 0.0mm;
3、再读可动刻度(注意估读)。记作 n×0.01mm;
测量前调整起点(零),采用不起毛的纸去拭擦测砧和测微螺杆的测量面。
•测量时,仔细检查类型、测量范围、精度和其他规格,为您的用途选择合适的型号。
注意要在测微螺杆快靠近被测物体时应停止使用旋钮,而改用微调旋钮,避免产生过大的压力,既可使测量结果精确,又能保护千分尺。
•在读数时,要注意固定刻度尺上表示半毫米的刻线是否已经露出。读取微分筒刻线时直视基准线。如果从某个角度看刻度线,由于视觉误差将不会读取线的正确位置。
•读数时,千分位有一位估读数字,不能随便扔掉,即使固定刻度的零点正好与可动刻度的某一刻度线对齐,千分位上也应读取为“0”。
•当小砧和测微螺杆并拢时,可动刻度的零点与固定刻度的零点不相重合,将出现零误差,应加以修正,即在最后测长度的读数上去掉零误差的数值。
•注意千分尺不要摔落或碰撞任何东西。不要过度用力旋转千分尺测微螺杆。如果感觉意外误操作导致千分尺可能已损坏,使用前需要进一步检查其精度。
•存放注意事项:存储时避免阳光直射。存储在通风性良好、低湿度的场所。存储在没有灰尘的场所。如果存放在箱子或其它容器中,箱子或容器不能放在地上。存放期间,测量面之间应该留有0.1mm 到1mm 的空隙。不要将千分尺在夹紧的状态下存放。
千分尺的构造(图解)
1一尺架:2一测础:3一测微螺杆:4一固定套筒:5一微分筒:6一测力装置:7一锁紧装置
千分尺的工作原理
千分尺是依据螺旋放大的原理制成的,即螺杆在螺母中旋转一周,螺杆便沿着旋转轴线方向前进或后退一个螺距的距离。因此,沿轴线方向移动的微小距离,就能用圆周上的读数表示出来。千分尺的精密螺纹的螺距是0.5mm,可动刻度有50个等分刻度,可动刻度旋转一周,测微螺杆可前进或后退0.5mm,因此旋转每个小分度,相当于测微螺杆前进或后退这0.5/50=0.01mm。可见,可动刻度每一小分度表示0.01mm,所以以螺旋测微器可准确到0.01mm。由于还能再估读一位,可读到毫米的千分位,所以千分尺这个名字也是这么来的。
千分尺的使用方法(图解)
使用前应先检查零点:缓缓转动微调旋钮D′,使测杆(F)和测砧(A)接触,到棘轮发出声音为止,此时可动尺(活动套筒)上的零刻线应当和固定套筒上的基准线(长横线)对正,否则有零误差。
千分尺误差检查
①将千分尺测砧表面擦拭干净
②旋转棘轮盘,使两个测砧先靠拢,直到棘轮发出2~3响“咔咔”声响,这时检视指示值
③微分筒前端应与固定套筒的“0”线对齐
④微分筒的“0”线应与固定套筒的基线对齐⑤若两者中有一个“0”线不能对齐,则该千分尺有误差,应予检调后才能测量
使用方法
①将工件被测表面擦拭干净,并置于千分尺两测砧之间,使千分尺测微螺杆轴线与工件中心线垂直或平行,若歪斜着测量,则直接影响测量的准确性
②旋转旋钮,使测砧与工件测量表面接近,这时改用旋转棘轮盘,直到棘轮发出“咔咔”声响为止,此时的指示数值就是所测量的工件尺寸
③测量完毕,放倒微分筒后,取下千分尺
④使用完毕,应将千分尺擦拭干净,保持清洁,并涂抹一薄层工业凡士林,然后放入盒内保存。禁止重压、弯曲千分尺,且两测砧不得接触,以免影响千分尺精度。
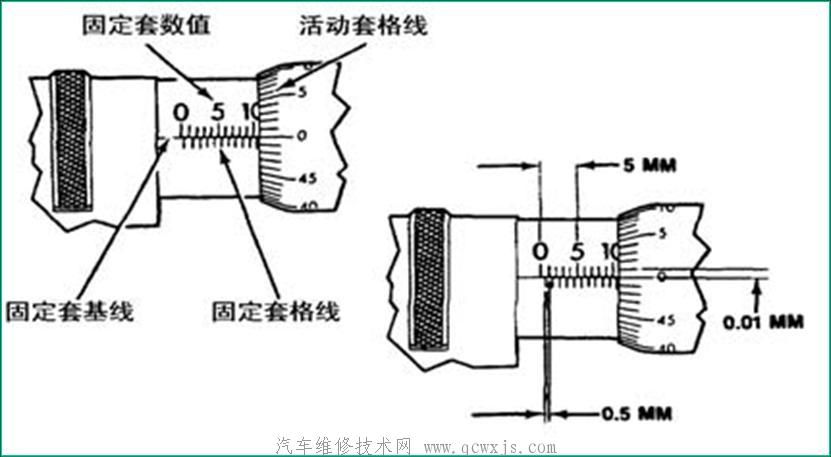
千分尺的读数方法
①从固定套筒上露出的刻线读出工件的毫米整数和半毫米整数②从微分筒上由固定套筒纵向线对准的刻数读出工件的小数部分(百分之几毫米),不足一格数(千分之几毫米),可用估算读法确定
③将两次读数相加就是工件的测量尺寸
简单来说就是1、先读固定刻度
2、再读半刻度,若半刻度线已露出,记作 0.5mm;若半刻度线未露出,记作 0.0mm;
3、再读可动刻度(注意估读)。记作 n×0.01mm;
4、最终读数结果为固定刻度+半刻度+可动刻度
千分尺怎么读数(图解)
千分尺正确读数例子
千分尺的使用注意事项
•测量前,千分尺和工件放置在室温下足够长的时间,使其温度均衡。测量前调整起点(零),采用不起毛的纸去拭擦测砧和测微螺杆的测量面。
•测量时,仔细检查类型、测量范围、精度和其他规格,为您的用途选择合适的型号。
注意要在测微螺杆快靠近被测物体时应停止使用旋钮,而改用微调旋钮,避免产生过大的压力,既可使测量结果精确,又能保护千分尺。
•在读数时,要注意固定刻度尺上表示半毫米的刻线是否已经露出。读取微分筒刻线时直视基准线。如果从某个角度看刻度线,由于视觉误差将不会读取线的正确位置。
•读数时,千分位有一位估读数字,不能随便扔掉,即使固定刻度的零点正好与可动刻度的某一刻度线对齐,千分位上也应读取为“0”。
•当小砧和测微螺杆并拢时,可动刻度的零点与固定刻度的零点不相重合,将出现零误差,应加以修正,即在最后测长度的读数上去掉零误差的数值。
•注意千分尺不要摔落或碰撞任何东西。不要过度用力旋转千分尺测微螺杆。如果感觉意外误操作导致千分尺可能已损坏,使用前需要进一步检查其精度。
•存放注意事项:存储时避免阳光直射。存储在通风性良好、低湿度的场所。存储在没有灰尘的场所。如果存放在箱子或其它容器中,箱子或容器不能放在地上。存放期间,测量面之间应该留有0.1mm 到1mm 的空隙。不要将千分尺在夹紧的状态下存放。
- 前文: 雪铁龙c5在欧洲属于什么档次的车?
- 后文: 高功率和低功率发动机有些什么区别?