")
")
")
")
")
")
")
")
游标卡尺的使用读数方法(图解)
05-24
游标卡尺,是一种能直接测量工件内外直径、宽度、长度或深度的量具,游标卡尺简称卡尺,是由刻度尺和卡尺制造而成的精密量仪器,能够正确且简单地测量长度、径、内径及深度。在汽车维修工中,0.02mm精度的游标卡尺使用最多。
常用的游标卡尺的测量范围是0~150mm,应根据所测零部件的精度要求选用合适规格的游标卡尺。
按照其精度可以分为0.10mm、0.20mm、0.50mm等几种
游标卡尺根据最小刻度的不同分为0.05mm和0.02mm两种。若游标卡尺上有50个刻度,每刻度表示0.02mm;若游标卡尺上有20个刻度,每刻度表示0.05mm。
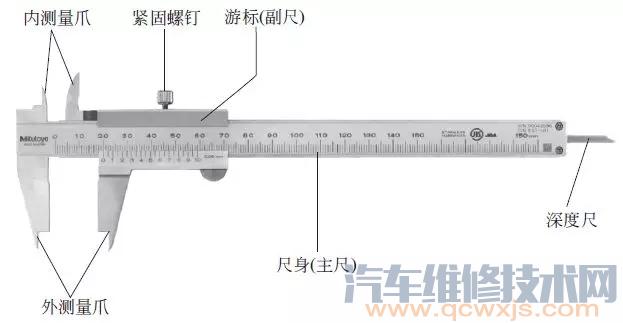
游标卡尺的组成
游标卡尺的主要部分由一个带有刻度杆的固定量爪和一个滑动量爪(包括外量爪和内量爪)组成。尺身上刻有主刻度线,滑动爪上刻有游标刻度。
1一外量爪;2一内量爪;3一弹簧片;4一紧固螺栓;5一尺框;6一尺身;7一深尺度;8一标尺
游标刻度是将49mm平均分为50等份。主刻度尺是以毫米来划分刻度的,将1cm平均分为10个刻度,在厘米刻度线上标有数字1、2、3等,表示为1cm、2cm、3cm。
游标卡尺主刻度尺和游标刻度尺每个刻度差0.02mm,这就是此游标刻度尺的测量精度。
游标卡尺的使用方法
①使用前,必须将工件被测表面和量爪接触表面擦干净
②测量工件外径时,将量爪向外移动,使两外量爪间距大于工件外径,然后再慢慢地移动游标,使两外量爪与工件接触。切忌硬卡硬拉,以免影响游标卡尺的精度和读数的准确性
③测量工件内径时,将量爪向内移动,使两内量爪间距小于工件内径,然后再缓慢地向外移动游标,使两内量爪与工件接触使用方法
④测量时,应使游标卡尺与工件垂直,固定锁紧螺钉。测外径时,记下最小尺寸;测内径时,记下最大尺寸
⑤用深度游标卡尺测量工件深度时,将固定量爪与工件被测表面平整接触,然后缓慢地移动游标,使量爪与工件接触。移动力不宜过大,以免硬压游标而影响精度和读数的准确性⑥用毕,将游标卡尺擦拭干净,并涂一薄层工业凡士林,放入盒内存放,切忌拆卸、重压
游标卡尺的读数方法
①读出游标卡尺刻线所指示尺身上左边刻线的毫米数
②观察游标卡尺上零刻线右边第几条刻线与尺身某一刻线对准,将读数乘以读数方法游标上的格数,即为毫米小数值
③将尺身上整数和游标上的小数值相加即得被测工件的尺寸
游标卡尺怎么看(图解)
游标卡尺的读数例子